全國服務熱線:0086-750-7360858

◆ 聯系人:龔先生
◆ 手機:0086-138 2474 3116
◆ 電話:0086-750-7360858
◆ 傳真:0086-750-7360818
◆ 郵箱:zszhenli@zszhenli.com
◆ 地址:廣東省江門市先進制造業江沙工業園區堡棠路50號
◆ WhatsApp:
+86 13302590675
◆Wechat:龔先生13824743116 李先生13302590675
壓鑄機在一定程度上應該有效的調試模具頂桿的頂出距離,在進行開模后,需要有效的查看其頂桿是否頂出到位,在運行時不能頂的過了,頂到模板上,也不能頂出的距離不夠,到時候出活不方便。建壓時間指增壓力出現早晚,出現晚鋁水都凝固了再增壓,增壓失去意義。

? 現在很多壓鑄件都是使用壓鑄機做出來的,在使用壓鑄機進行壓鑄成型的時候,在一定程度上會設置參數對產品的影響很大,這個主要的設備參數和材料的工藝的參數,是由油壓、氣壓、水壓、水流量、水溫度,坩堝加熱溫度、料嘴溫度、模具溫度,合模 時間、開模時間、保壓時間等等吧材料工藝參數是鋅合金或鋁合金的配比、流動性、粘度、模 量等,另外還有模具方面的工藝要求。
“穩定性、生產效率、鑄件合格率”是衡量壓鑄機技術水平的三大要素。作為壓鑄機領域新銳企業——江門市振力機械有限公司秉承“致力于解決行業內共性問題”為宗旨,不僅高度重視技術研發和品質管理,還堅持與用戶合作以及收集用戶反饋問題,積累了豐富的實踐經驗,在原有基礎上不斷改進、優化和升級,研制出高性能、高品質壓鑄裝備。

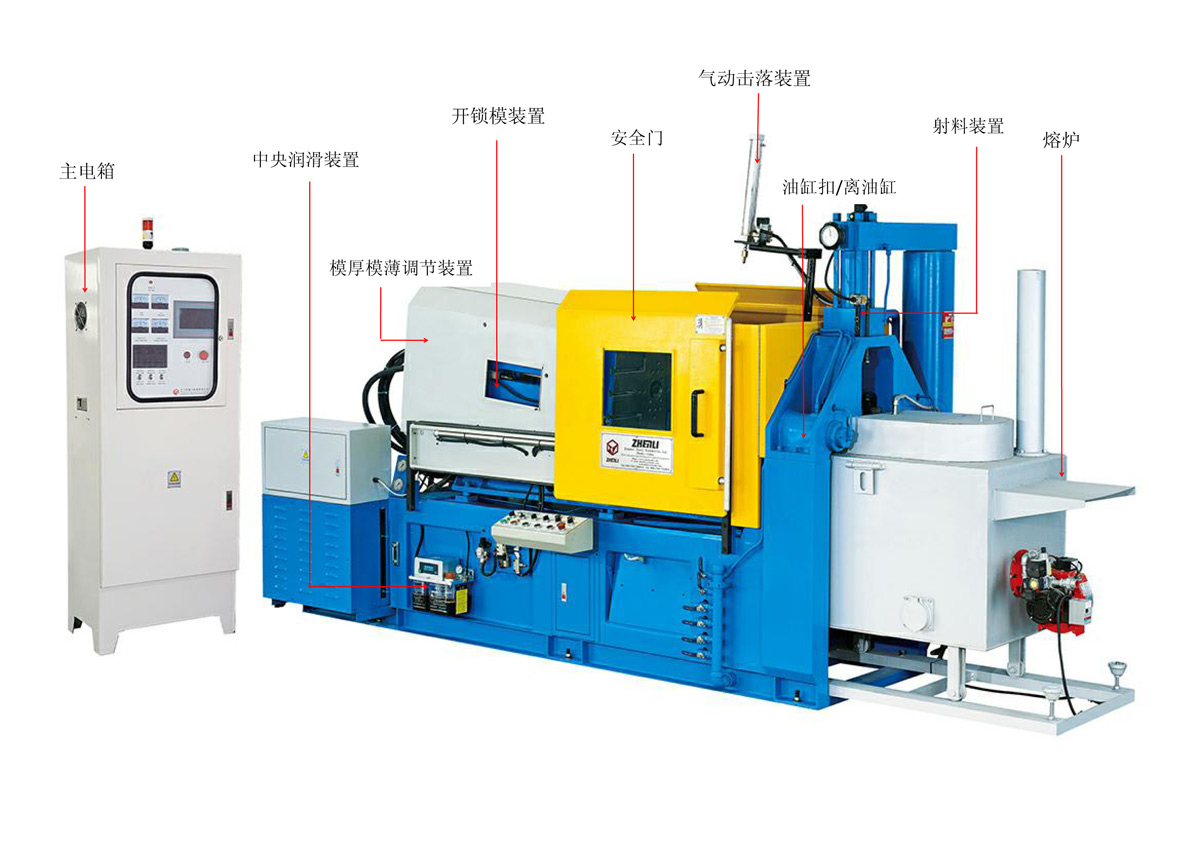
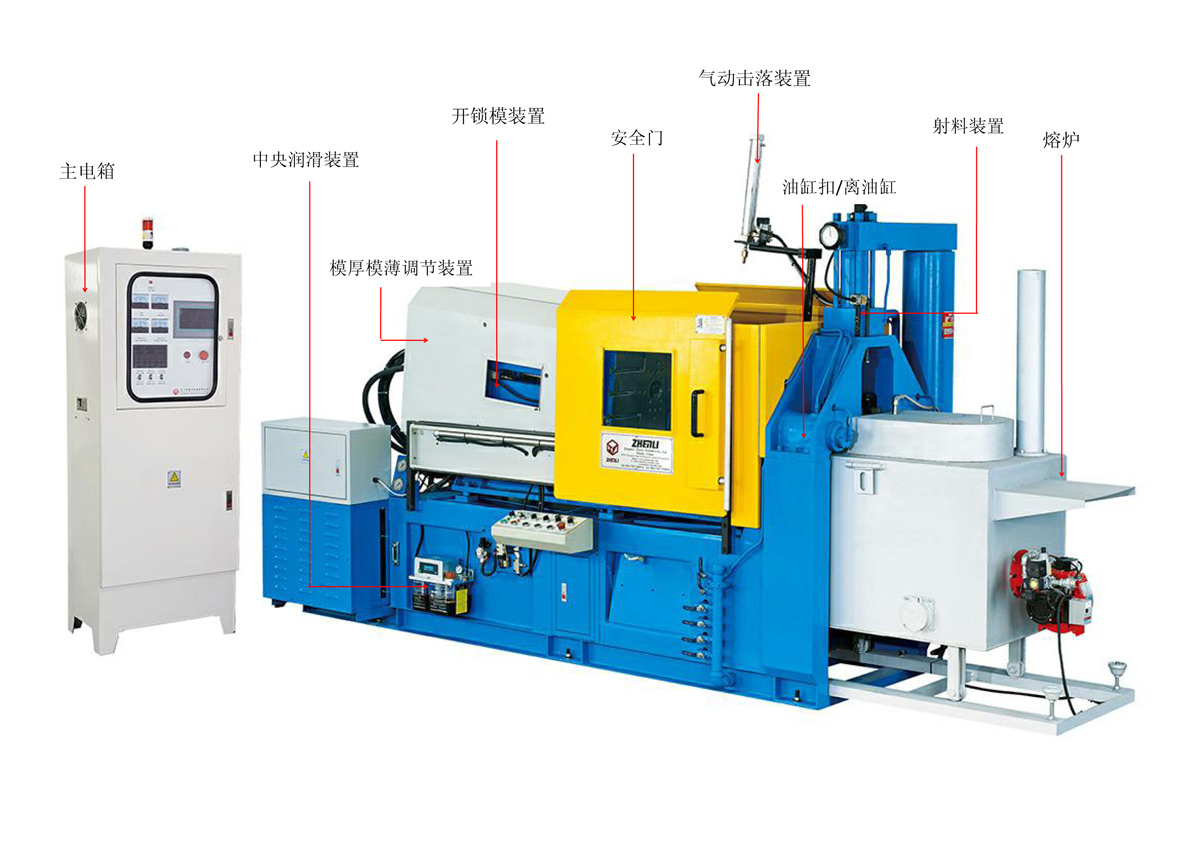
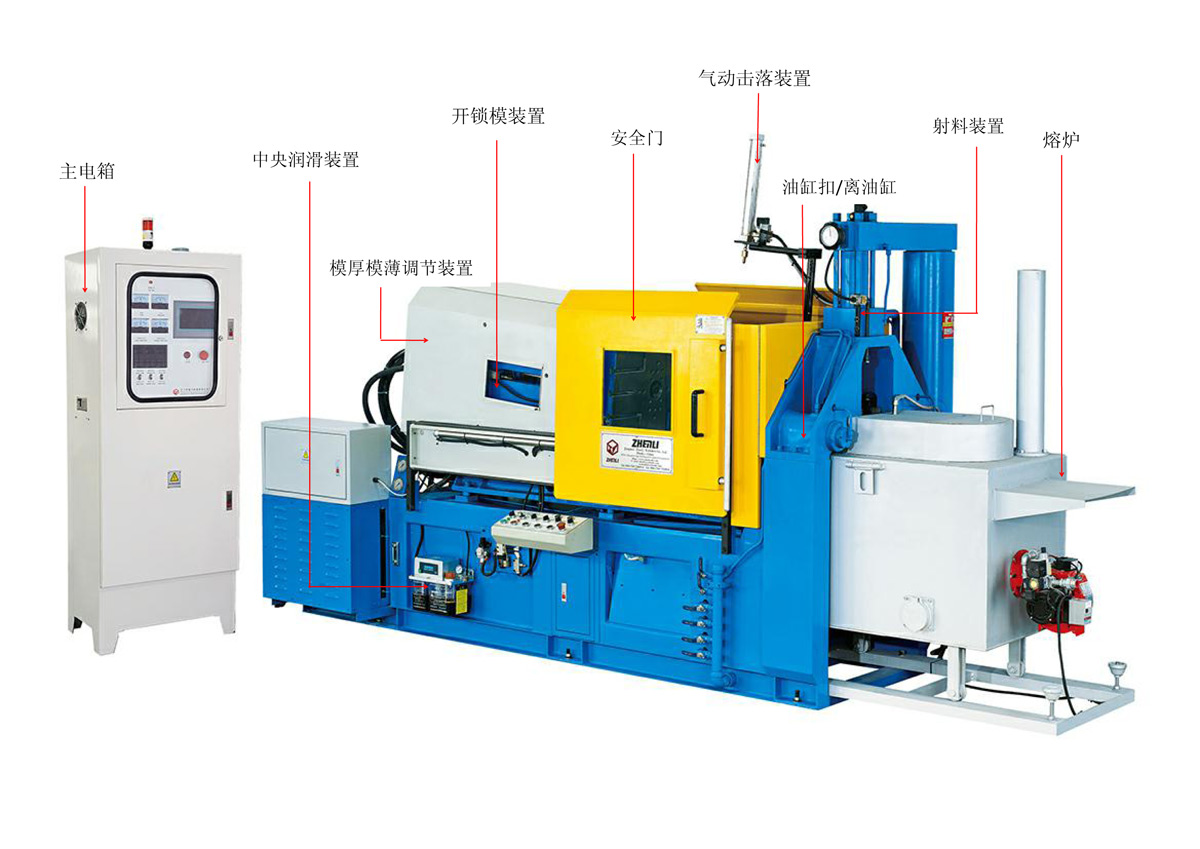
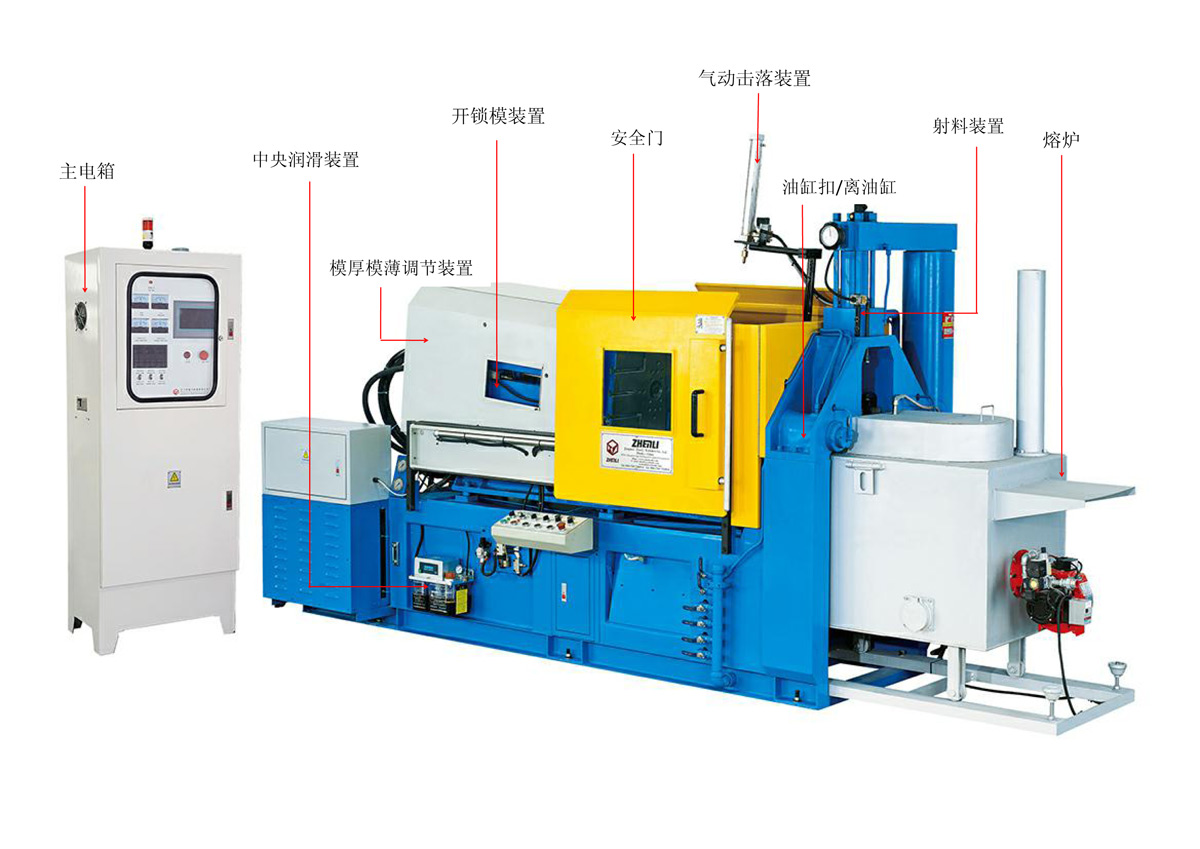
熱室鋅鋁合金壓鑄機在進行使用的過程中通常的工作方式,其熔爐10放置在機器內,機器工作前,先將金屬液澆人熔爐內,帶有壓室及鵝頸通道的澆壺9和壓射沖頭8都浸泡在金屬液7中。模具的開、合動作呈水平移動,開模后,壓鑄件留在動模。
壓鑄機在一定程度上應該有效的調試模具頂桿的頂出距離,在進行開模后,需要有效的查看其頂桿是否頂出到位,在運行時不能頂的過了,頂到模板上 ,也不能頂出的距離不夠,到時候出活不方便。建壓時間指增壓力出現早晚,出現晚鋁水都凝固了再增壓,增壓失去意義。


客服一
龔先生 13824743116(中國)
李先生 13302590675 (外貿部)